Inside the Workshop
Great craftsmanship is at the heart of what we do at Catchpole & Rye. We know that our customers value the high quality of our finished products, but not many people get to witness the behind-the-scenes work that goes into their creation. With this in mind, we got together with the company’s founder, Tony O’Donnell, to find out more about how our products are made.
Where are Catchpole & Rye baths made?
‘We’re proud to be a champion of British manufacturing – the vast majority of our products are made in Kent. The foundry is just outside Ashford and our workshop is just down the road, in the village of Pluckley.’
Where do the patterns for Catchpole’s bath designs come from?
Tony: ‘Many of our models are simply copies of original baths that date back to the late 19th century. More are entirely new concepts that we have created ourselves. The entire process, from conception to finalisation of the finished pattern, can take up to 18 months.’


Once you have your pattern, what happens next?
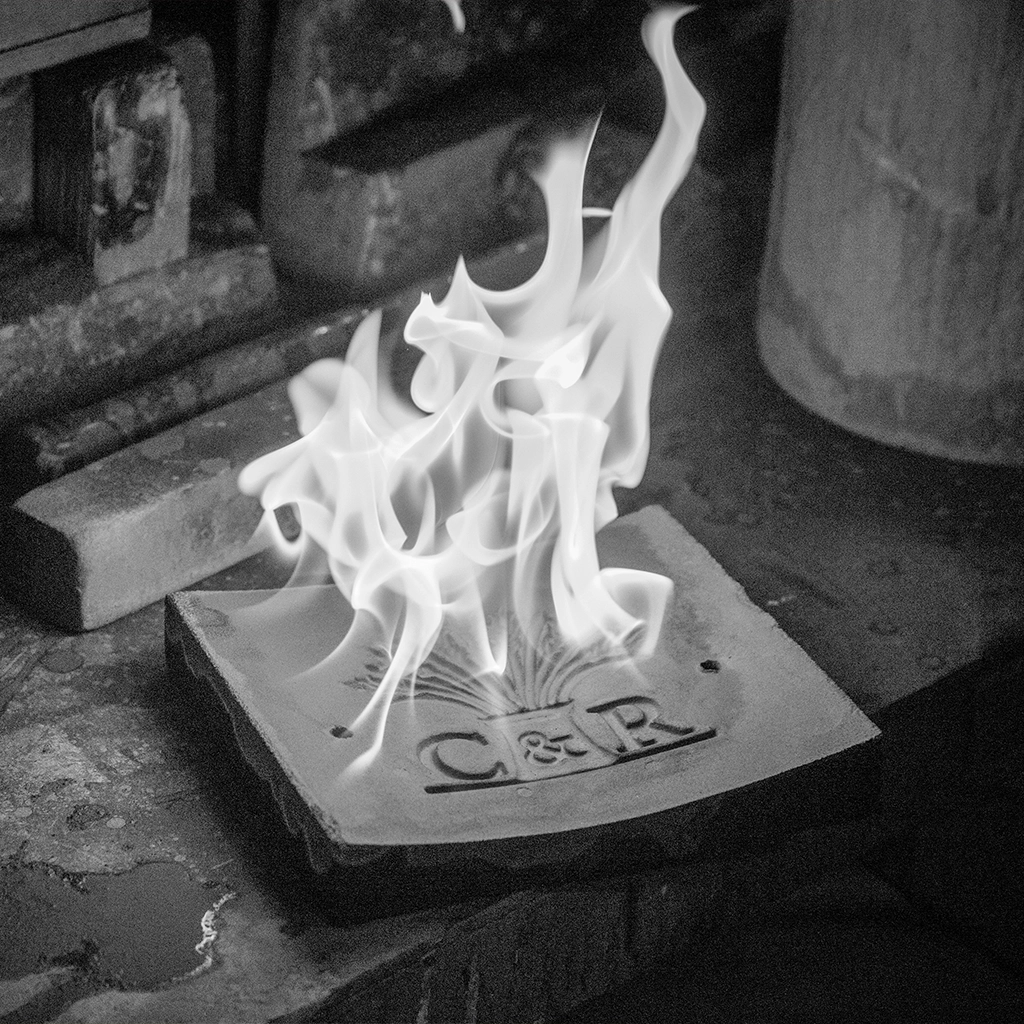
Tony: ‘The raw iron is melted in a cupola furnace at temperatures of 1,100°C. Then, while still molten, it is poured into sandcasting moulds using complex runner systems. The forms are left to cool, usually overnight, and then the moulds are “struck” (removed), revealing the rough casting. Each one is checked for imperfections – if the slightest flaw is found, the metal will be considered substandard and will be broken up and re-smelted. We usually do two pours per day.’
Where does the raw iron come from?
Tony: ‘All the iron we pour comes from recycled cast-iron objects. For example, if an antique bath is beyond redemption we will shot blast it, break it down and smelt it to use in one of our new creations.’
How is each bath given its beautiful finish?
Tony: ‘This is where the hard work really starts! The bath is taken to our workshop, where one of our highly trained craftsmen will begin the enamelling and polishing process. First of all, the bath is fettled to ensure that the surface is even and that the feet fixings and waste apertures are properly formed. The interior surface of the bath is gradually built up until it is entirely smooth and ready to be enamelled. Once applied, the enamel is left to bake overnight. For polished baths, the raw metal is polished and buffed to achieve a phenomenal mirror-like shine – it can take up to a week to get the desired finish. Alternatively, the exterior of the bath is painted in a colour of the client’s choosing.’
How many people work in the factory?
Tony: ‘There are approximately 20 people in various workshops across the site. Ian Cox, our head metal polisher, has over 35 years’ experience and has so far passed his expertise onto six employees. He makes the work look easy, but the technique of holding an object such as a cistern steady against a polishing wheel to achieve a mirror-like finish takes months and months of practice.’

Which bath takes the longest to make?
Tony: ‘Any cast-iron bath with a polished finish requires a huge amount of work – it is done by hand, making it a very labour-intensive process. But the most time-consuming designs are those with bespoke crests, because the crest must first be hand carved from wood; this design is then used to make the dedicated pattern and the sand moulds.’
How have you benefited from modern technology?
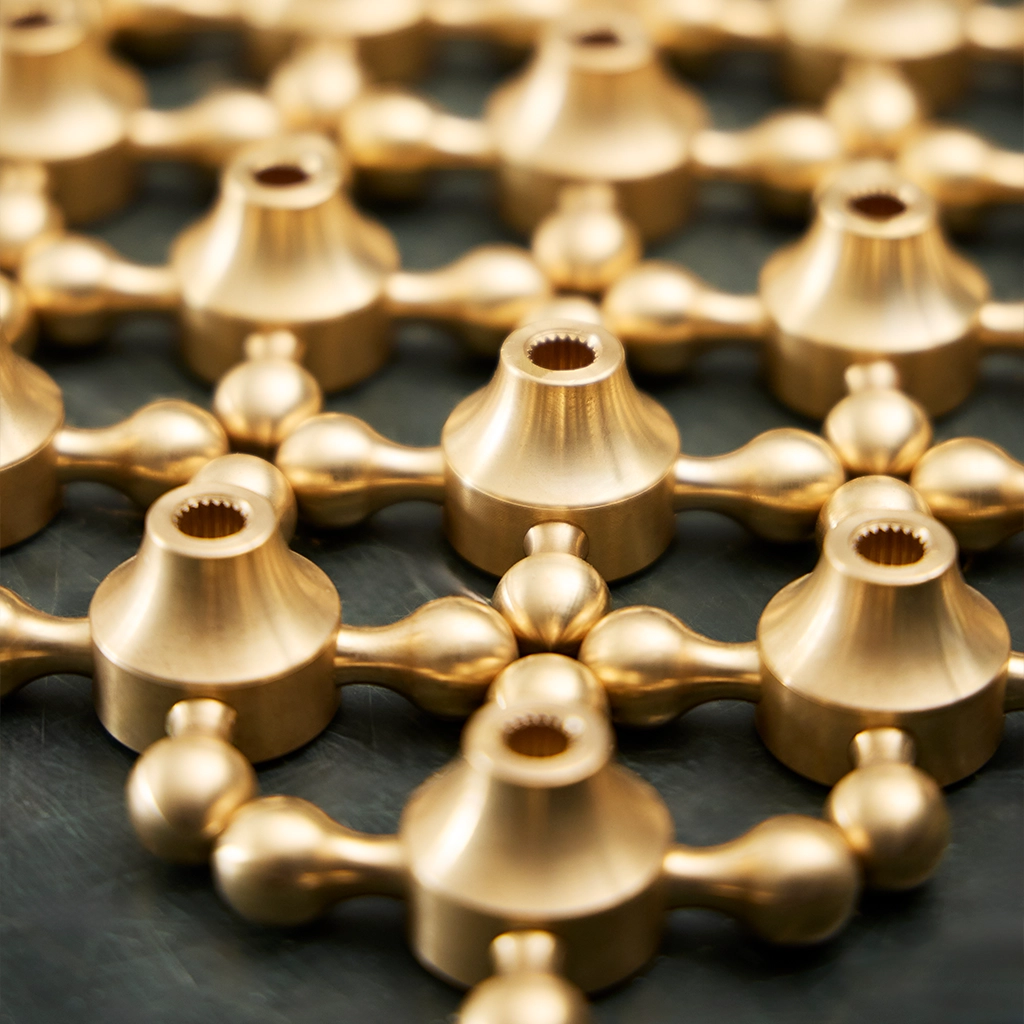
Tony: ‘Many of the techniques we use have not changed since the first cast-iron bateau baths were made around 150 years ago. However, it would be foolish not to take advantage of technological advances if the result is an even better product for our customers! For example, we now use a high-speed electric polishing machine to buff the exterior of our baths. We also have CNC [Computer Numerical Control] machines that are programmed to cut and measure with incredible accuracy, to ensure that each component fits precisely. Every part, from the baths and cisterns down to the pipes and the smallest nuts, bolts and screws are treated with the same care – this is the meticulous attention to detail for which we have become known.’
Is keeping a legacy of craftsmanship alive in the UK important to you?
Tony: ‘It is our raison d’être. All of our employees, from the highly experienced craftsmen to the young apprentices still learning their trade, take great pride in their work. We hope that we’re training the master craftsmen of tomorrow who will, in turn, pass on their skills to the next generation. It’s also very important to us to invest in the local economy – we now have seven people polishing metal full time.’
Are there other advantages to manufacturing your products locally?
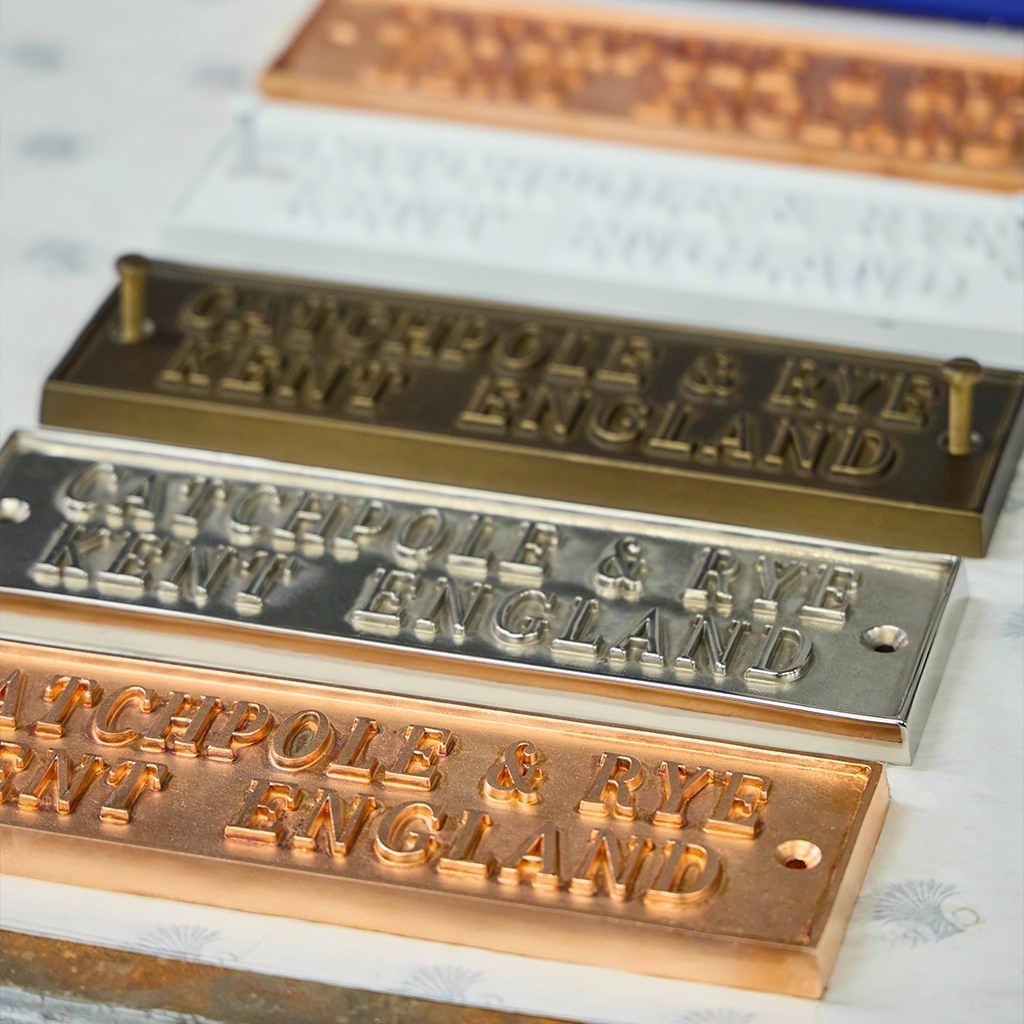
Tony: ‘Yes, absolutely. We are in charge of our own quality control, so we can carry out checks at every stage of the process to ensure that our products always meet our exacting standards. We’re also able to work with clients to create individual pieces and offer customisation services – for example, emblems, logos and coats of arms can be cast into a bespoke design. This gives us a level of flexibility that is becoming a must at the luxury end of the market.’
Why do you think traditionally made baths retain their appeal?
Tony: ‘The feedback we get from our customers is that they like the idea of investing in something unique – every bath is subtly different because of the hand-crafted nature of our production process. The fact that many original cast-iron baths are still in use over 100 years later is testament to the fact that they were built to last. People see them as an enduring statement of beauty – perhaps a family heirloom of the future!’

